大家好,我是益至讲坛的小编,欢迎大家阅读本期益至讲坛的内容。
- 1 -
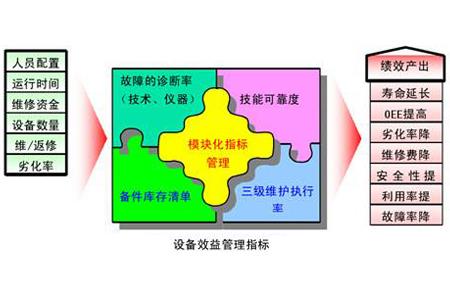
想要做好设备管理,那么就要先建立起度量设备好坏的指标制度才行。在企业里,用于度量设备管理好坏的指标很多,不同的指标能够用于度量不同的方面的内容。这里就简单介绍几个常用的指标给大家参考。

- 2 -
1、设备的完好率
这是用得最多的度量指标,所谓的完好率,是在检查期间,完好设备与设备总台数的比例。关于这个指标的算法,在基于其实用性的考虑,有人提出了一些不同的意见。
例如提出每月8日,18日,28日检查三次,取其完好率的平均值作为本月的完好率。
或者有人提出以完好的台时数比上日历工作台时数,完好台时数等于日历工作台时减去故障及其修理的总台时数。
采取不同的算法会遇到统计的工作量增加和统计的真实的性的问题,因此完好率这一指标可以根据工厂的实际情况来采取合适的算法。
2、设备的故障率
设备故障率有两个方面的数值,一个是故障频率,即故障次数与设备实际开动台时的比值(故障频率=故障停机次数/设备实际开动台数);另外一个是故障停机率,故障停机台时与设备实际开动台时加上故障停机台时的比值(故障停机率=故障停机台时/(设备实际开动台时+故障停机台时))。
从计算公式上看,故障停机率比较能够真实的反映设备状态,因此一般会采取故障停机率的数值作为设备故障率的度量数值。
3、设备的时间利用率
时间利用率有包括计划时间利用率和日历时间利用率。
计划时间利用率就是以实际工作时间除以计划工作时间的数值,计划时间利用率反映了设备的计划利用状况,如果是单班运行,其计划时间就是8小时。
而日历时间利用率就是用实际工作时间除以日历时间的数值,日历时间利用率反映了设备的完全利用状况,也就是说即使是单班运行的设备,我们也按照24小时计算日历时间。因为无论工厂是否使用这台设备,都以折旧形式消耗着企业的资产。
4、设备的平均故障间隔期MTBF
这个指标还有另外一个说法叫做平均无故障工作时间(设备平均故障间隔期=统计期内无故障运行总时间/故障次数)。它与故障停机率能够互补的反映了故障频次,也就是设备的健康状况。当然,在实际操作中只需要在两个指标取一个就可以了,不必利用相关指标度量一个内容。
5、设备综合效率OEE
这是一个能够比较全面反映设备效率的一个指标,OEE是时间开动率、性能开动率与合格品率的乘积。就像一个人,时间开动率代表出勤率,性能开动率代表上班后是否努力工作,发挥出应有的效率,合格品率代表工作的有效性,是否经常出差错,是否能够保质保量完成任务。简单的OEE公式就是:设备综合效率OEE=合格品产量/计划工作时间的理论产量。
6、完全有效生产率TEEP
这是最能够彻底反映设备效率的指标。完全有效生产率TEEP=合格品产量/日历时间的理论产量,这一指标将设备的系统管理缺陷,包括上下游影响、市场和订单影响、设备产能不平衡、计划安排调度的不合理等不足都反映出来。这个指标一般都很低,不好看,但十分真实。
- 3 -
作为工厂的管理人员必须了解这些关键绩效指标,因为这些指标对于评价和引导设备管理进步很有帮助。当然我们也不能为了考核而去做硬性的规定,这样反而适得其反,很容易让维修人员和生产人员因为设备状况问题产生矛盾,影响工作。
因此关于设备管理的指标考核,我们要根据实际情况而定,从实际工作中的问题出发,循循渐进地解决问题,有针对性的设定相关的考核指标即可。
以上就是今天和大家分享的内容,大家对如何合理制定设备管理指标有什么看法?或者有什么工作心得?欢迎大家在下方留言,我们一起聊聊。另外,如果觉得此文让你小有收获,别忘了转发朋友圈哦~
在广州地区的企业家朋友欢迎您带着问题来参与我们每周六开展精益研讨沙龙,想参加的朋友,可以在百度直接搜索“益至咨询”就能找到我们了。
益至咨询网址:http://www.yizlean.com/